乽惗嶻僔儈儏儗乕僔儑儞乿戞3夞偱偼丄娙扨側僕儑僽僔儑僢僾岺応傪庢傝忋偘丄岺掱偵偍偗傞嶌嬈弴彉偺娗棟曽朄偺堘偄偵傛傞惗嶻傊偺塭嬁偵偮偄偰妛傇丅
埲壓偼僕儑僽僔儑僢僾偺侾応柺傪庢傝嫇偘偰愢柧偡傞丅
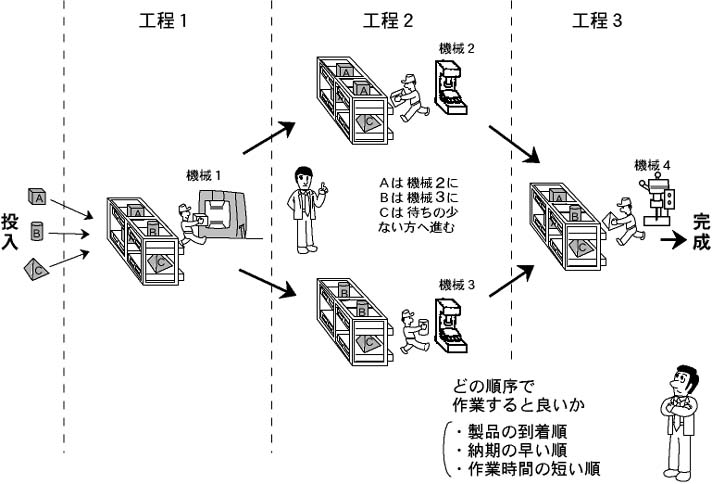
偙偺岺応偼俁岺掱係婡夿偐傜惉傝丄俁庬偺惢昳俙丆俛丆俠傪惢憿偟偰偄傞丅搳擖偝傟偨僆乕僟乮惢昳傪嶌偭偰梸偟偄偲偄偆拲暥乯偼戞侾偐傜戞俁岺掱傑偱偺嶌嬈傪宱偰姰惉偡傞丅偨偩偟丄俀庬椶偺婡夿偑偁傞戞俀岺掱偱偼丄惢昳俙偺僆乕僟偼婡夿俀傪丆惢昳俛偺僆乕僟偼婡夿俁傪捠傞偙偲偵側偭偰偄傞丅傑偨丄惢昳俠偺僆乕僟偼婡夿俀丆俁偺偆偪偱嶌嬈弴斣懸偪偺僆乕僟偑彮側偄曽偺婡夿偵恑傓丅側偍杮幚尡偱偼丄僆乕僟偑婡夿偺嶌嬈傪傪懸偮応強乮僶僢僼傽乯偺梕検偼柍惂尷偲峫偊傞丅
偙偺岺応傪儌僨儖壔偡傞偲丄埲壓偺恾偺傛偆偵昞尰偱偒傞丅
恾俀丏儌僨儖壔偺恾
岺掱偱偺嶌嬈弴彉偺寛掕曽朄偵偼條乆側傕偺偑偁傞偑丄崱夞偼僨傿僗僷僢僠儞僌丒儖乕儖乮偦傟偧傟偺婡夿偱丄偁傞侾偮偺僆乕僟偑廔椆偟偨帪揰偛偲偵丄嶌嬈懸偪偵側偭偰偄傞僆乕僟孮偐傜師偵嶌嬈偡傞侾偮偺僆乕僟傪慖傇曽朄乯傪庢傝忋偘傞丅岠棪偺椙偄乮惗嶻儕乕僪僞僀儉偑抁偄丒壱摥棪偑崅偄丒擺婜抶傟偑彮側偄丒巇妡偐傝検偑彮側偄)惗嶻偺偨傔偵偼丄僨傿僗僷僢僠儞僌丒儖乕儖偺慖戰偑億僀儞僩偲側傞偺偱丄僨傿僗僷僢僠儞僌丒儖乕儖偑惗嶻偵梌偊傞塭嬁傪僔儈儏儗乕僔儑儞偵傛偭偰夝愅偡傞丅
僨傿僗僷僢僠儞僌丒儖乕儖